Thermal Analysis of Milk Powder
Amorphous lactose is one of the main constituents of milk powder (powdered milk, dried milk) and is highly hygroscopic. If milk powder is stored in an open container, it becomes lumpy due to the uptake of moisture. The lactose present in milk powder can also crystallize as a result of increased water content. This can lead to changes in the flavor and taste of products containing the milk powder. In this article, we show how the behavior of lactose in milk powder can be investigated using TGA-Sorption and DSC measurements.
Introduction
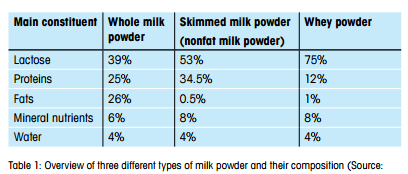
Cow milk consists of 87.5% water, 4.8% carbohydrate (mainly lactose), 3.5% protein (mainly casein), 0.7% trace elements and vitamins as well as about 4.2% fat. If the water is removed, milk powder remains as a residue. There are several different kinds of milk powder. Table 1 presents an overview of the approximate composition of the most important types. Due to processing conditions, the lactose present in all kinds of milk powder is in the amorphous state. Milk powders are therefore hygroscopic. The uptake of moisture can lower the glass transition temperature of the lactose to values below ambient temperature. The lactose then softens and the milk powder becomes lumpy.
If the water content is sufficiently high, the lactose can also crystallize. This leads to changes in the taste and consistency of products in which milk powder is used. In this article, we show how the influence of moisture on the glass transition temperature and the crystallization behavior of lactose in milk powder can be investigated by TGA-Sorption and DSC measurements.
Experimental Details
The experiments discussed here were performed using a TGA/DSC 1 with SDTA sensor in combination with a humidity generator (MHG, from Projekt Messtechnik) and a DSC 1 with a FRS5 sensor. The sample was a skimmed milk powder obtained from a supermarket. According to the data from the supplier, the milk powder contained 52% lactose. The sample mass used for all experiments was typically about 8 mg. In the sorption experiments, the humidified gas flow rate was 100 mL/min and the protective gas flow 5 mL/min.
Results
Sorption Isotherms
To investigate the influence of moisture on the milk powder, a sorption experiment was performed at 27 °C. To do this, the relative humidity, RH, of the purge gas was continuously increased from 0% to 80% over a period of 1800 minutes. Before the actual sorption experiment, the sample was dried at 0% RH for 10 hours.
The measurement curve obtained is shown in Figure 1. The curve shows that the uptake of water is initially slow. After about 840 minutes, it increases noticeably. The sample mass then decreases after about 1320 minutes but soon after increases again.
This behavior can be explained as follows. The glass transition temperature of the lactose present in the milk powder is at first higher than the measurement temperature (see Figure 4). As the water content of the sample increases, the glass transition temperature of the lactose decreases. When the glass transition temperature reaches the measurement temperature, the glass transition of the lactose occurs. The increased mobility of the lactose molecules enables the lactose to absorb water more rapidly.
The change in slope of the TGA curve therefore occurs at the water content at which the glass transition temperature of the lactose corresponds to the measurement temperature.
Furthermore, the increased mobility of the lactose molecules enables the lactose to crystallize. Since crystalline lactose is considerably less hygroscopic than amorphous lactose, excess water is released during crystallization. This explains the decrease in sample mass. The peak maximum in the sorption curve therefore corresponds to the water content of the milk powder at which the spontaneous crystallization of the lactose begins.
Sorption Behavior at Constant Relative Humidity
In another experiment, a sample of milk powder was dried 0% RH for 10 hours and afterward exposed to 60% RH for 25 hours. This cycle was repeated using the same sample. The same experiment was also performed at 80% RH. The results of these measurements are displayed in Figure 2. Both curves show that the milk powder is still not completely dry even after 10 hours at 0% RH. The initial water content of the milk powder can however be estimated from the drying curve (fit with an exponential decay function with two time constants, see Figure 3) and yields a water content of 3.1%

Conclusions
The sorption and desorption behavior of milk powder was investigated using a TGA-Sorption system and a DSC 1. With increasing water content, the glass transition temperature of the lactose in milk powder decreases.
If the glass transition temperature reaches the storage temperature, the lactose in the milk powder becomes sticky, which leads to formation of lumps in the milk powder. Further uptake of moisture by the lactose then occurs more rapidly. If the water content is sufficiently high, the lactose crystallizes. Depending on the conditions (temperature, water content) lactose monohydrate crystals can also be formed. The effects discussed here are important for the assessment of the long-term stability of products containing milk powder.
Thermal Analysis of Milk Powder | Thermal Analysis Application No. UC 335 | Application published in METTLER TOLEDO Thermal Analysis UserCom 33